









As we all know, laser technology has a wide range of uses in industrial processing, such as precision cleaning of parts, high-power cutting, welding, micro-machining drilling, scribing, fine grinding, fine polishing, cutting, texturing, stripping, isolation, etc.
In the field of industrial manufacturing, engineers have long tried to use lasers for micro-machining. However, due to the long pulse width and low laser intensity of the laser, the material melts and continues to evaporate. Although the laser beam can be focused into a very small spot, the thermal shock to the material is still very large, limiting the accuracy of the processing. Only by reducing the thermal impact can the processing quality be improved. When the accuracy requirement reaches one micron, ultrashort pulse lasers are the best tools for precision cleaning, high-precision polishing, surface reshaping and welding, or otherwise modifying a large amount of material.
Ultra-short pulse laser refers to a pulse laser with a pulse width of picoseconds (10-12 seconds) or less than picoseconds. According to the different pulse widths of the output laser, ultra-short pulse lasers can be divided into picosecond lasers, femtosecond lasers, and attosecond lasers. Ultra-short pulse lasers increase the energy of high pulses and greatly change the light-matter reaction. Generally speaking, the narrower the pulse width, the higher the processing accuracy.
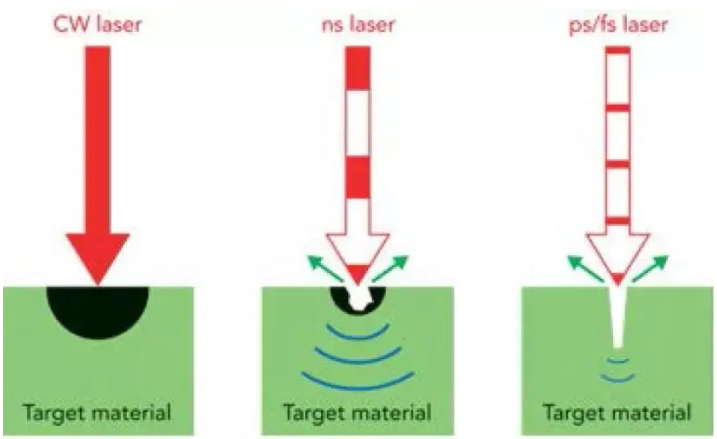
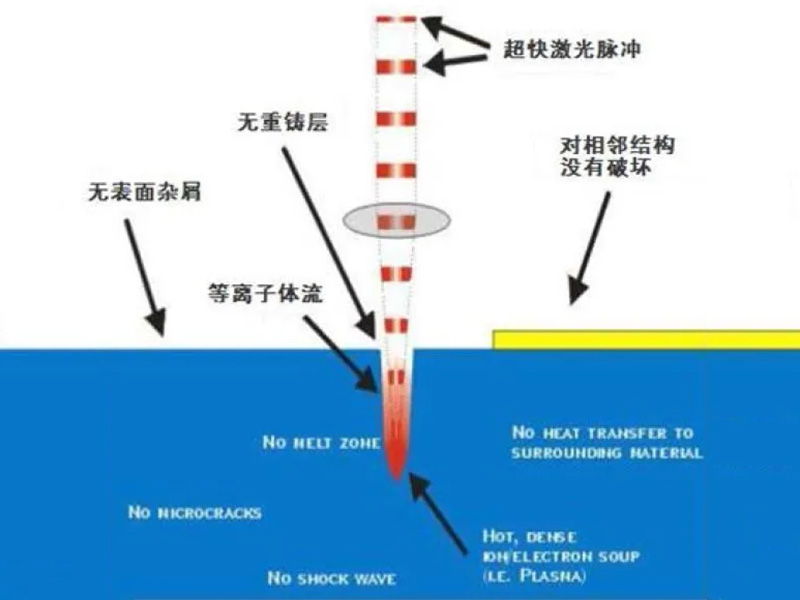
Laser processing: long pulse VS ultrashort pulse
Parts processed by ultrashort laser pulses
When the laser works with a pulse time of nanoseconds, it can achieve very high pulse energy, peak power and average power, opening up a wider range of application space for micromachining applications such as thin-film cutting, connection and surface treatment, so as to be used for cleaning, ablation and surface functionalization.
When the laser acts on the material with a pulse time of picoseconds, the processing effect will change significantly. As the pulse energy rises sharply, the high power density is enough to strip off the outer electrons. Because the laser interacts with the material for a very short time, the ions are ablated from the surface of the material before transferring energy to the surrounding material, and will not cause thermal effects on the surrounding material, so it is also called "cold processing".
When the laser acts on the surface of the material with a pulse time of femtoseconds, the laser can output an average power of up to kilowatts and a pulse width of hundreds of femtoseconds (fs). With a repetition rate of 1kHz to 100MHz, its pulse energy can range from millijoules (mJ) to nanojoules (nJ), and its pulse peak power can reach GW to TW. This laser that combines high pulse energy, high pulse peak power, and high pulse repetition rate can efficiently process more delicate mechanical structures than continuous or long pulse lasers.

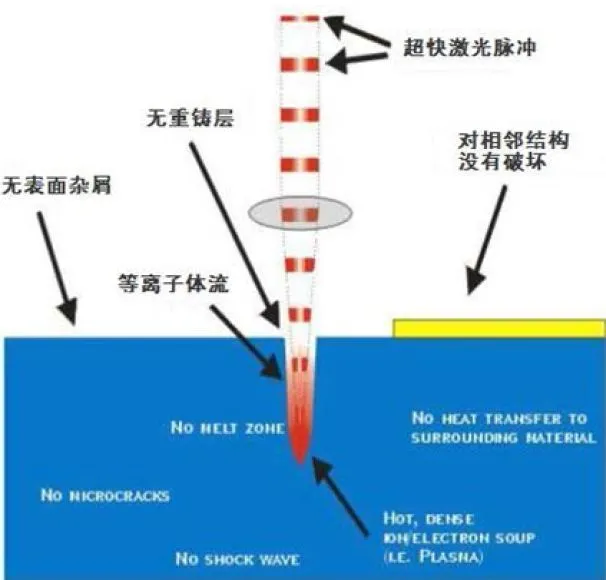
Short pulse and ultrashort pulse lasers
The above ultrashort laser pulse processing technology contributes to precision manufacturing as follows: Ultrashort pulse processing energy is injected into a very small action area very quickly, and the instantaneous high energy density deposition changes the electron absorption and movement mode, avoiding the influence of laser linear absorption, energy transfer and diffusion, and fundamentally changing the mechanism of laser-matter interaction. Like the generalized laser processing, it is a contactless processing. The use of ultrashort pulse lasers in microprocessing has unique advantages, including enhanced dimensional accuracy and stricter tolerances, reduced damage and elimination of subsequent processing steps. The laser uses a thin disk or optical fiber architecture to achieve high power output, and the pulse duration reaches the femtosecond range. It has fewer subsequent processes, good controllability, easy integration, and high processing efficiency. It plays an increasingly important role in improving product quality, labor productivity, degree of automation, reducing material consumption, and improving environmental quality. Although the initial equipment investment is more, the processing accuracy has been substantially improved, allowing the new design to reduce the overall time and operating costs of the production line.
With the advantages brought by cold processing, short and ultrafast pulse lasers have entered industrial production applications. In particular, high-power ultrashort pulse lasers have irreplaceable advantages in both cutting-edge science and precision manufacturing with their extremely high pulse peak power and extremely short pulse width.
Line ablation (removal of coating)
Ultrashort pulse lasers are regarded as applications of precision micro-machining, which is to accurately remove coatings without damaging or slightly damaging the substrate material. Ablation can be either a line of a few microns wide or a large area of several square centimeters.
Since the thickness of the coating is usually much smaller than the width of the ablation, the heat cannot be conducted to the side. Therefore, lasers with nanosecond pulse widths can be used - high average power lasers, square or rectangular transmission fibers, flat-top light intensity distribution. The combination of these technologies enables laser surface ablation to be used in the industrial field. For example: using Trumpf's TruMicro 7060 laser to remove the coating on thin-film solar cell glass. The same lasers can also be used in the automotive industry to remove anti-corrosion coatings in preparation for subsequent welding.

Removing thin films
In the production of consumer electronics, new nanosecond fiber lasers are replacing solid-state sources to selectively and precisely remove thin transparent conductive layers from glass. As can be seen in the example below, indium tin oxide (ITO) has been quickly and efficiently removed to allow for edge trimming on display panels. Using a 200W nanosecond pulsed fiber laser, such thin films can be removed at a rate of nearly 20cm2/s.
The edge of the ITO is removed from the display panel without damaging the glass substrate.
Surface structuring
Structuring can change the physical properties of the material surface. According to the lotus effect, the hydrophobic surface structure allows water to flow off the surface. This property can be achieved by creating submicron structures on the surface with ultrashort pulse lasers, and the structures to be created can be precisely controlled by changing the laser parameters.
The opposite effect, such as hydrophilic surfaces, can also be achieved, and micromachining can also create structures of larger sizes. These processes can be used in fuel tanks in engines to create microstructures that reduce wear, or to structure metal surfaces for welding to plastics.

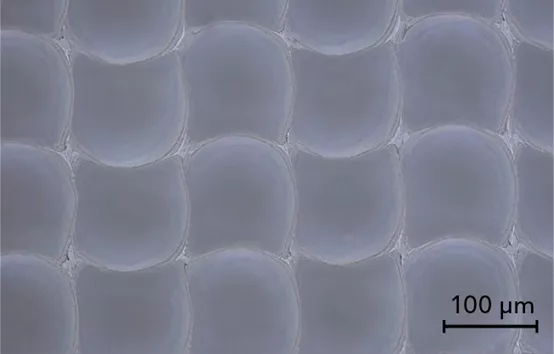
Surface hydrophobic structure manufacturing
SEM images of actual Cretan cicada (Cicada Cretensis) wings (left) and fs-treated glass surfaces (right). Photo of semi-treated glass with weak light reflections Source: Foundation for Research and Technology of Greece (FORTH)
Cleaning
When cleaning surfaces, our main concern is to remove unwanted layers while minimizing the impact on the substrate. Existing processes include mechanical brushing, sandblasting, and chemical or dry ice treatment. Both brushing and sandblasting can be very dirty, noisy, and have high material consumption and machine wear. Chemical treatments, on the other hand, can involve environmentally harmful solvents, leading to high costs for consumables and waste disposal.
Ultra-short pulse lasers, as an advanced representative of faster and smoother surface precision cleaning, provide a solution to these problems, while also providing a higher level of control in delivering energy to the surface being cleaned, making energy control more precise, reusable, and generating less waste.
Particularly for the surface cleaning of some micro-components, the USP laser processing precision process is benefited, and these processes rely on extremely short interactions between the USP laser and the material. During cleaning, for example, ultrashort pulses blast away oxide layers on the surface of an object. With the right settings, this cleaning process takes place virtually without melting the surface.

Remove zinc oxide from mild steel in preparation for subsequent welding
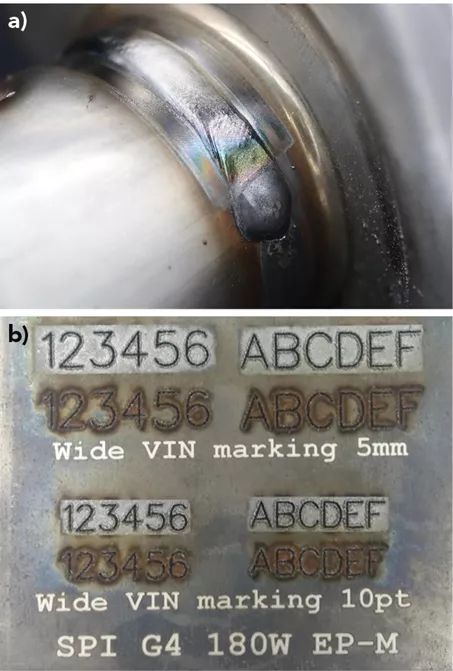
Laser cleaning of stainless steel welds and post-processing cleaning of laser engraved vehicle identification numbers (VINs).
Polishing
Polishing is a different process in ultrashort pulse laser processing, during which the surface is locally melted in order to flatten that area. Depending on the size of the inhomogeneity, the surface can be heated to different degrees. Obviously, cleaning and polishing require different process parameter settings. For example, during polishing, these parameters must not exceed the pulse flux threshold for ablation.
For polishing applications, heat accumulation is required. Therefore, long pulse trains consisting of low-energy pulses are very suitable. Their total flux input must not exceed the ablation threshold. Therefore, the energy of a single pulse in a pulse train is much lower than for cleaning. Since the surface melting of a local area requires multiple scans of a certain point, the scan rate also needs to be adjusted in real time.
Different surface structures require different polishing processes. For example, achieving a surface roughness of 0.5 micron requires a different approach than achieving a roughness of 1.0 micron. The figure below shows the successful polishing process with USP lasers, reducing the surface roughness from the initial 0.6 µm to 0.3 µm.
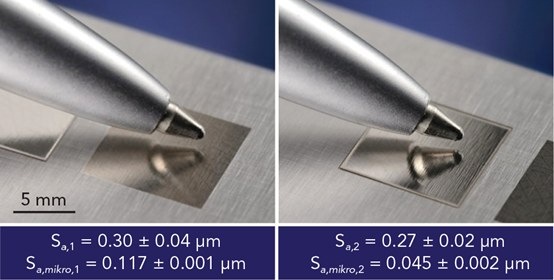
Polishing the surface with USP lasers reduced the surface roughness by a factor of two Source: Fraunhofer ILT
Fast processing of smooth surfaces based on photonic processing chains
So far, studies have shown that, on the one hand, USP lasers can achieve faster ablation rates and smoother surfaces than nanosecond lasers; on the other hand, USP lasers can also be used to clean and polish surfaces. Together, this knowledge can be used to build an all-photonic processing chain to accomplish tasks such as rapid USP ablation, cleaning, and surface polishing.
The researchers found